The manufacturing facilities implemented a quality and food safety management system based on HACCP principles.
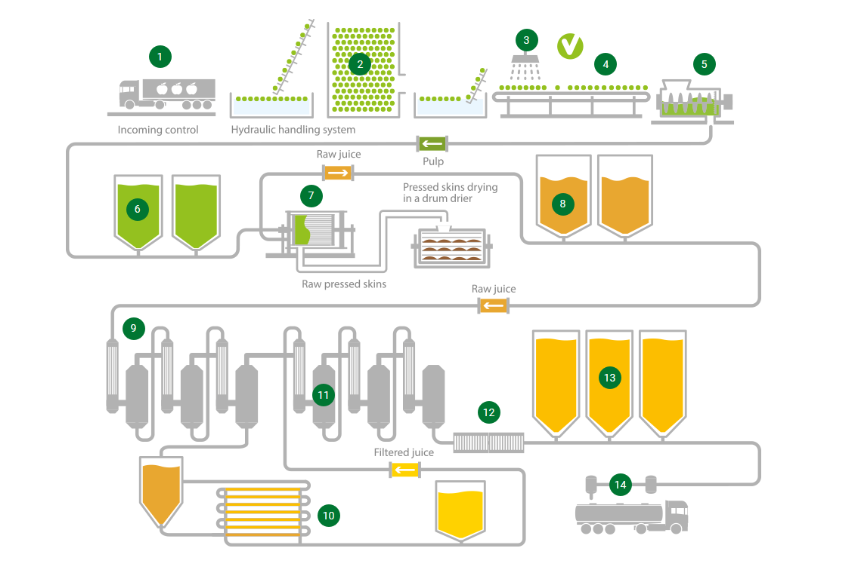
The Quality Control Department monitors compliance with the established standards at all stages of manufacture, from incoming inspection of raw materials and supplies to release of finished products. The safety and identity of the products are monitored by internal and external laboratories accredited under the national and international standards and operating in Ukraine and the European Union. The Company complies with Ukrainian and international legislation, as well as the requirements of BRCGS (Brand Reputation Compliance Global Standards), AIJN (European Fruit Juice Association), etc.
Given the Company’s expanding geographical reach, it is also responding to the customers’ specific requirements. For this reason, the Company has been certified to meet the requirements of the Jewish religion (Kosher) and Islamic food standards (HALAL).